English
English  русский
русский  Español
Español  عربى
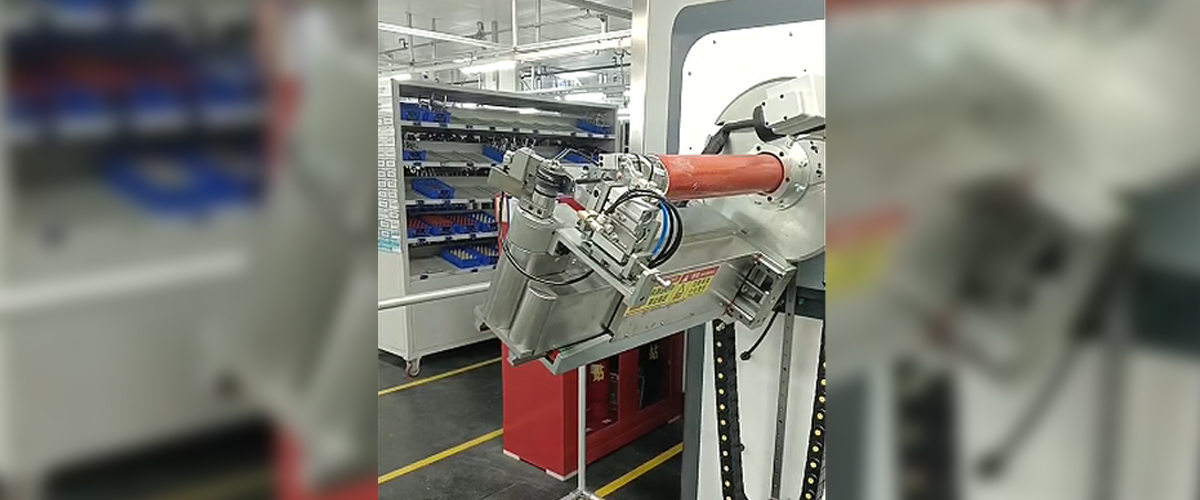
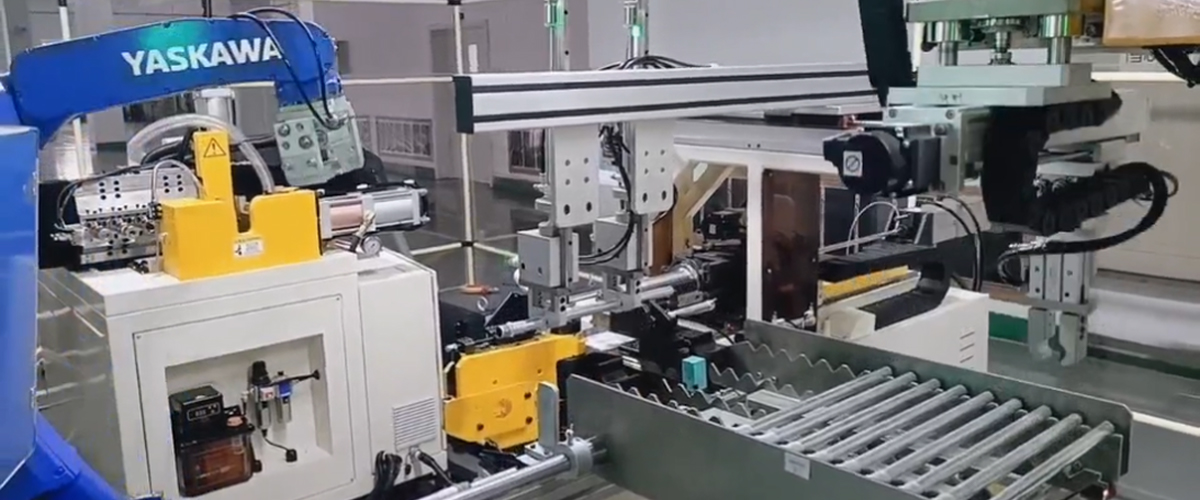
عربى تتطلب معالجة أنابيب النايلون مثل PA6 أو PA66 إدارة حرارية دقيقة: يجب أن تصل المادة إلى نطاق درجة حرارة محدد لتتشكل بشكل نظيف، ويجب تبريدها على الفور بعد الانحناء للاحتفاظ بشكلها. تفصل المعدات التقليدية هذه الخطوات، مما يخلق عدم اتساق حراري ويطيل أوقات الدورة. تدمج هذه الآلة المراحل الثلاث — التسخين والانحناء والتبريد— في عملية واحدة مستمرة.
نظام التدفئة المتكامل: تقوم أسطوانة التسخين الكهربائية التي يتم التحكم فيها بدقة (الطاقة القصوى: 6.5 كيلووات) بتوصيل حرارة ثابتة وموحدة إلى الأنبوب قبل الانحناء. يتم الحفاظ على تنظيم درجة الحرارة طوال مرحلة التسخين للحفاظ على المادة ضمن نافذة 80–125°C المناسبة لـ PA6 وPA66 والدرجات المماثلة، مما يمنع انخفاض درجة الحرارة (مما يسبب التشقق) وارتفاع درجة الحرارة (مما يؤدي إلى تدهور قوة المادة).
التبريد الفوري بعد الانحناء: يتم تنشيط نظام تبريد الهواء المدمج فورًا بعد الانحناء، مما يؤدي إلى قفل الأنبوب في شكله المشكل قبل أن يؤدي الاسترداد الحراري إلى انحراف الزاوية أو الهندسة. خطوة التبريد المتكاملة هذه هي ما يجعل هندسة مخرجات الماكينة موثوقة وقابلة للتكرار — وهي ميزة كبيرة مقارنة بالطرق اليدوية أو متعددة المحطات حيث يصعب التحكم في وقت وظروف التبريد.
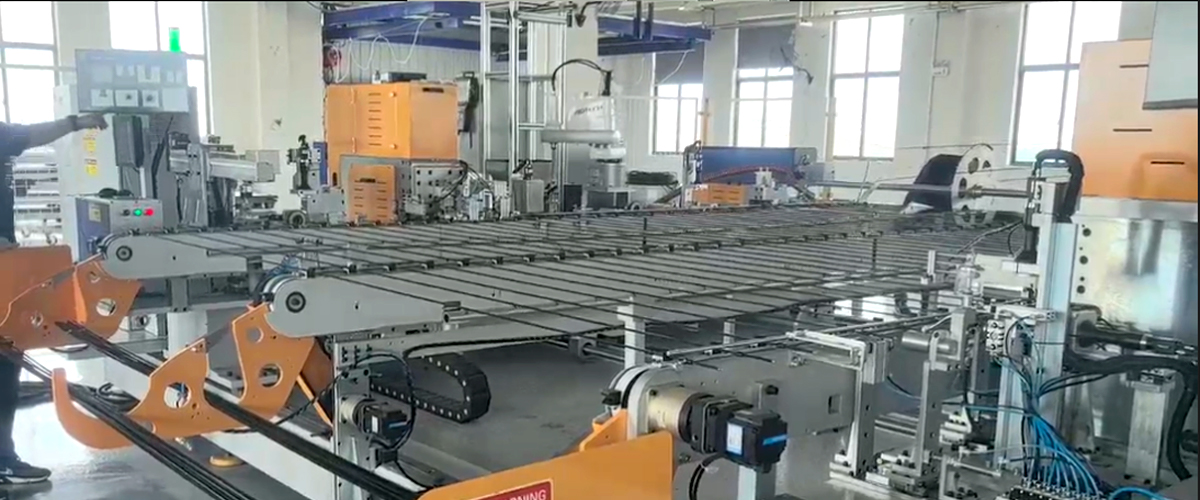
تغذية مزدوجة مؤازرة لدقة الانحناء المتعدد: تعمل آلية التغذية المزدوجة التي تعمل بمحرك سيرفو على دفع الأنبوب بتسامح طول التغذية بمقدار ±1.5 مم، مما يدعم عمليات الانحناء المتعددة المتسلسلة في دورة تحميل واحدة. تعني دقة التغذية المتسقة أن المسافة بين نقاط الانحناء تظل خاضعة للتحكم حتى في مقاطع الأنابيب المعقدة.
سرعة الدورة: تكتمل عمليات الانحناء الفردية في أقل من 0.1 ثانية، مع نطاق عملي يبلغ 0.1–8 ثانية اعتمادًا على هندسة الأنبوب، مما يوفر المرونة لكل من برامج الأجزاء البسيطة والمعقدة.
كفاءة الإنتاج: في مقابل المعدات التقليدية متعددة المراحل، توفر هذه الآلة تحسنًا بنسبة تزيد عن 50% في كفاءة الإنتاج الإجمالية، وتقلل وقت الخمول بين العمليات بنحو 30% في سيناريوهات الدفعات. تنطبق هذه المكاسب بشكل مباشر على التطبيقات ذات الحجم الكبير مثل خطوط تبريد السيارات، وتوجيه خراطيم الفرامل، وأنابيب الدوائر الهوائية.
اتساق الجودة من البداية إلى النهاية: مع حدوث التسخين والانحناء والتبريد داخل خلية آلية واحدة، لم تعد جودة الأجزاء تعتمد على سرعة أو العناية بعمليات النقل اليدوي بين المحطات. يتعرض كل أنبوب في الدفعة لنفس المظهر الحراري ونفس ظروف التشكيل، مما يترجم إلى اتساق أبعاد أكثر إحكامًا ومعدلات رفض أقل.