English
English  русский
русский  Español
Español  عربى
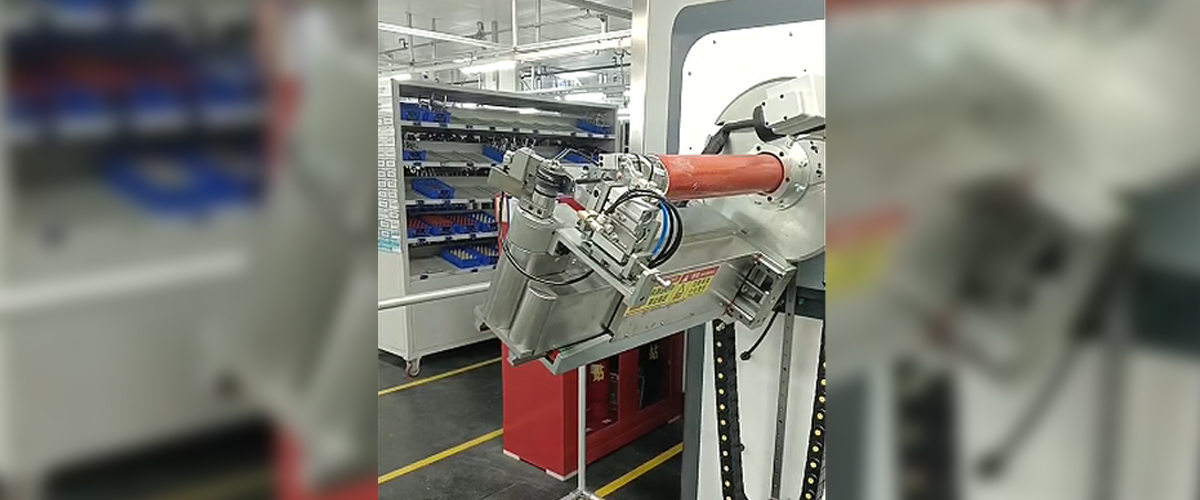
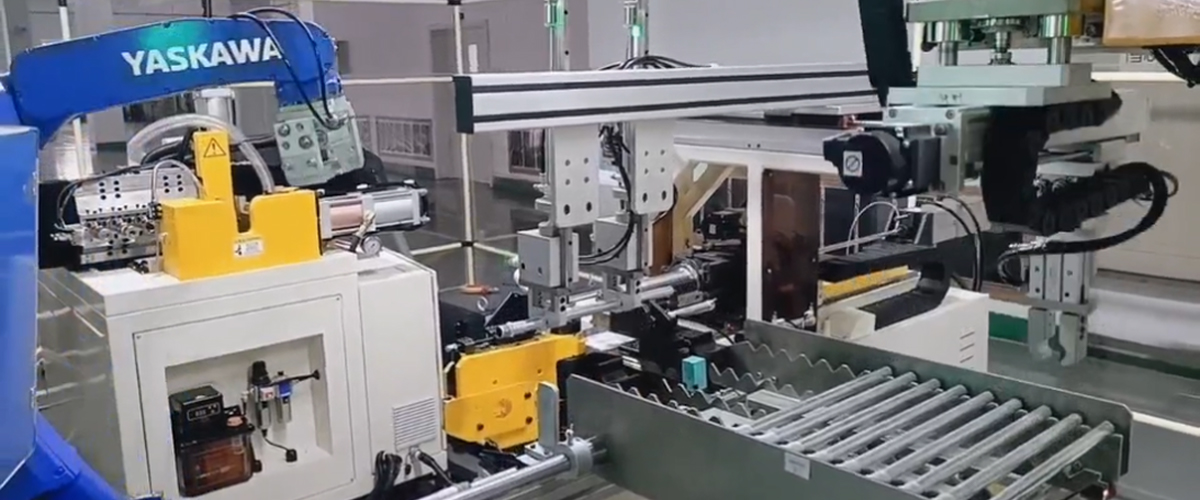
عربى يجب تليين أنابيب النايلون —بما في ذلك مواد PA6 وPA66— بالحرارة قبل أن يتم تشكيلها دون تشقق أو تشوه غير متساوٍ. تتطلب المعالجة التقليدية مراحل منفصلة للتسخين والانحناء والتبريد، مما يخلق وقت انتظار بين الخطوات ويخاطر بمشاكل الجودة عندما يفقد الأنبوب درجة حرارته أثناء النقل. تعمل آلة ثني أنابيب النايلون هذه على التخلص من نقاط الضعف هذه من خلال تصميم متكامل تمامًا للتسخين والثني والتبريد.
التحكم الحراري الدقيق: تم تجهيز الماكينة بأسطوانة تسخين كهربائية يتم التحكم في درجة حرارتها بدقة مع ذروة إنتاج تبلغ 6.5 كيلووات، مما يحافظ على درجات حرارة الأنبوب المستمرة والمستقرة طوال العملية. يغطي نظام التدفئة نطاق 80–125° درجة مئوية المطلوب من PA6 وPA66 ومواد النايلون المماثلة، مما يضمن وصول الأنبوب إلى درجة حرارة تشكيل ثابتة دون ارتفاع درجة الحرارة، مما قد يؤدي إلى تدهور خصائص المواد.
التبريد السريع بعد الانحناء: بعد عملية الانحناء، يقوم نظام تبريد الهواء المتكامل بإعادة الأنبوب بسرعة إلى درجة حرارة مستقرة، مما يؤدي إلى تثبيت الشكل المشكل في مكانه قبل أن يتطور الارتداد. تعد قدرة الضبط السريع هذه ضرورية للحفاظ على زوايا الانحناء الدقيقة وإمكانية تكرار الأبعاد عبر عملية الإنتاج.
أوقات الدورة السريعة: يتراوح وقت دورة الانحناء الفردي من 0.1 إلى 8 ثوانٍ اعتمادًا على هندسة الأنبوب ومواصفات المواد، مما يدعم الإنتاجية السريعة حتى في الأجزاء ذات الانحناءات المتعددة.
نظام التغذية المزدوجة المؤازرة: يتم التعامل مع تقدم الأنبوب بواسطة نظام تغذية مزدوج يعمل بمحرك سيرفو مع تسامح طول التغذية ±1.5 مم. يدعم هذا المستوى من دقة التغذية المعالجة المستمرة متعددة الانحناءات في دورة تحميل أنبوب واحد، مما يحافظ على أخطاء الطول التراكمية ضمن الحدود المقبولة حتى في الأجزاء ذات نقاط الانحناء العديدة.
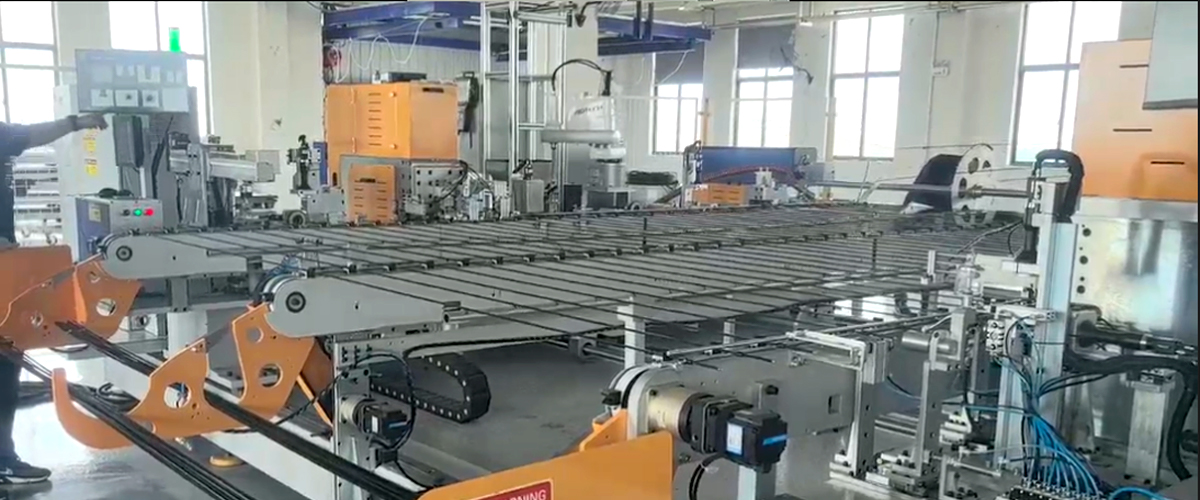
مكاسب الكفاءة القابلة للقياس: بالمقارنة مع الإعدادات التقليدية متعددة المراحل، تعمل هذه الآلة على تحسين كفاءة الإنتاج الإجمالية بأكثر من 50%. في الإنتاج الدفعي، يتم تقليل وقت الانتظار بين المراحل بنسبة 30% تقريبًا، مما يجعله مناسبًا عمليًا لمتطلبات الحجم الكبير لخطوط سوائل السيارات والمكونات الهوائية والتطبيقات ذات الصلة.
جودة متسقة: من خلال عملية موحدة من خلال دمج التسخين والانحناء والتبريد ضمن سير عمل آلي واحد، تقوم الماكينة بإزالة التباين في درجة الحرارة الناتج عن نقل الأنابيب يدويًا بين محطات العمل المنفصلة. وتكون النتيجة بيئة حرارية أكثر قابلية للتنبؤ لكل جزء، وهو ما يترجم بشكل مباشر إلى اتساق أكثر إحكامًا عبر الدفعات النهائية.